
 登錄
登錄
 注冊
注冊
基于 RFID 的拉式生產
作者:霍靈瑜,劉丙午,李俊韜
來源:RFID世界網
日期:2009-08-10 10:56:12
摘要:針對當前拉式生產中的問題,提出了一種基于 RFID 的拉式生產模式。通過RFID技術和ERP系統的集成實現了拉式生產的兩個關鍵環節一“看板”作業和反沖。對于瓶頸工序提出了一種基于RFID技術的企業生產診斷器。
1 引言
目前國內許多制造企業都上了ERP系統,并希望實現從推式生產到拉式生產的轉換,但實際應用效果并不理想。其中最主要的原因是企業基礎數據采集困難,人工錄入數據經常出錯,導致生產經營活動的障礙。RFID(Radio Frequency Idenfification射頻識別)技術可以幫助企業實現數據的自動實時采集,可以對生產信息提供實時反饋,加強對生產加工數據的分析和監控,加強車間生產控制,全面反映生產過程狀態信息,有效敏捷地進行生產。
2 RFID相關技術
RFID讀寫器可以通過無線的方式,對存儲于RFID標簽中的數據進行自動采集,以獲取被標識對象相關信息。隨著技術的發展,RFID逐漸 開始被應用到離散制造行業中。RFID在離散制造業中的應用將改變離散制造企業的生產經營方式。
2.1 RFID數據采集單元
一個RFID數據采集單元由RFID讀寫器侗定或移動)、天線(內置或外置)、RFID標簽三部份組成 。RFID標簽具有體積小、容量大、壽命長、可重復使用等特點,可支持快速讀寫、非可視識別、移動識別、多目標識別及路徑跟蹤等。
2.2 RFID集成框架
RFID集成框架包括三個部分:RFID識別單元、RFID邊緣服務器和集成服務器。如圖1所示。
(2)RFID邊緣服務器。它和RFID識別設備相連,對傳人的RFID事件進行聚合、監視、解釋、篩選和存儲。如果事件達到系統管理員指定為臨界點的閾值點,預期的收件人將收到實時警報。
(3)集成服務器。它接受邊緣服務器傳來的信息。并對信息進行業務邏輯加工,以便與管理信息系統進行業務邏輯集成。此類系統包括供應鏈管理(SCM)、客戶關系管理(CRM)和企業資源規劃(ERP)等。
對于RFID采集的數據量不是太大或者業務邏輯不太復雜的應用,RFID邊緣服務器和集成服務器具有良好的可伸縮性。
3 拉式生產
拉式生產是JIT(Just In—Time,準時制)生產方式,JIT是在日本豐田汽車公司生產方式基礎上發展起來的一種管理模式,主要用于重復式生產。JIT的哲理為:“僅僅在需要的時刻,按照需要的數量,生產真正需要的合格產品”,從而控制庫存,甚至追求企業內部達到“零庫存”的理想境界,其核心思想是消除無效作業和浪費。看板作業和反沖是拉式生產的兩個關鍵環節。
3.1 看板作業
看板作業如圖2所示。
3.2 反沖
短周期和小批量是提高響應市場變動靈活性的有效方式,但小批量可能會增加事務處理的工作量。反沖是一種事后扣減登陸的方法,可以減少物料發放和接受事務。它根據實際消耗量(完成和報廢的零部件和成品),及單層物料結構沖銷庫存記錄中相關物料的庫存量,更新庫存現有量,同時計算成本。根據監控要求可以在用戶定義的任意兩點問設置反沖點進行反沖。采用反沖的條件是準確無誤的單層物料單和替代記錄以及反饋和執行信息(完成數量和廢品數量)。
3.3 當前實現拉式生產面臨的主要問題
(1)難以突破重復生產的限制,支持小批量、多品種生產。
(2)缺少準確確定加工提前期的方法和數據,難以協調生產工序問進度。
(3)質量問題無法跟蹤,高不良率導致無法實現反沖。
(4)各個工作中心將交接的單據和手續非常復雜,影響生產效率。
(5)瓶頸工序難以確認,問題難以解決。
4 基于RFID的拉式生產系統
4.1 基于RFID的拉式生產系統體系結構
4.2 與BOM 集成
(1)快速組織新產品生產。根據不同的加工物料和加工工藝快速組織新的生產。這種方法在一定程度上緩解了拉式生產僅適用于重復生產的限制,使拉式生產線可以適應小批量、相近品種的變化。
(2)物料反沖。通過工作中心的產品和貨位的貨物信息實現物料管理的反沖。反沖的使用使得產品成本的核算精確,并且減少了物料發放和接受事務,提高了生產效率。在完成反沖工序后,工序拉式物料即被發放至重復性計劃。這些物料是從分配給該物料的供應子庫存中拉出的。
(3)生產線管理的可視化。生產線可視化的目標是使企業管理層能夠實時地發現在制品生產和生產線運轉狀態I21。通過安裝在工作中心的RFID信息采集器,可以實時采集到各個工作中心的生產情況。并反饋到看板系統,管理人員可通過看板管理系統實時監控和管理。
(4)工作中心生產節拍協調。通過不同工作中心間配合數據,協調各個工作中心的工作節奏。生產線上的生產節拍受瓶頸工序的制約,物料的流速超過瓶頸工序后,在瓶頸工序的前端就會出現多余的庫存。拉式生產要求如果生產線上出現故障,則全線停車,以防止生產過量庫存,同時徹底清查故障,并排除故障根源。根據實際情況,我們建議為保證瓶頸工序能力的充分發揮,在瓶頸工序前可以設置緩沖量,以保證在上游工序出現問題時,有足夠儲備使瓶頸工序不致停工。同時應想方設法壓縮瓶頸工序的加工提前期。可以使用企業生產診斷器在工作中心內部進行診斷。
4.3 企業生產診斷器
為縮短交貨期,必須縮短加工提前期,瓶頸工序的提前期是必須重點壓縮的部分。瓶頸工序提前期中哪些部分是可以壓縮的,哪些是難以壓縮的,要進一步劃分加工提前期,再深入分析。加工提前期可以分解為五種作業時間,即:排隊、準備、加工(質檢)、等待和傳送時間。其中只有加工為增值作業,如果要想縮短加工提前期,應當分析壓縮其他四種作業時間。可在工作中心內部設置的基于RFID的企業診斷器(如圖5),進行五種時間的分析,將RFID數據采集單元集成到工作中心,在質檢環節通過手持RFID設備寫入相關信息。通過企業生產診斷器可以有效減少拉式生產中的非增值作業時間。同時通過質檢環節的RFID信息記錄,能有效降低拉式生產中的不良率。
拉式生產離不開先進高效的信息采集手段,基于RFID的拉式生產系統可以實時采集生產現場的信息,并通過和ERP系統中BOM集成拓展了拉式生產的應用范圍。隨著RFID技術的不斷成熟以及RFID應用成本的下降,本方案將有很好的應用前景。
目前國內許多制造企業都上了ERP系統,并希望實現從推式生產到拉式生產的轉換,但實際應用效果并不理想。其中最主要的原因是企業基礎數據采集困難,人工錄入數據經常出錯,導致生產經營活動的障礙。RFID(Radio Frequency Idenfification射頻識別)技術可以幫助企業實現數據的自動實時采集,可以對生產信息提供實時反饋,加強對生產加工數據的分析和監控,加強車間生產控制,全面反映生產過程狀態信息,有效敏捷地進行生產。
2 RFID相關技術
RFID讀寫器可以通過無線的方式,對存儲于RFID標簽中的數據進行自動采集,以獲取被標識對象相關信息。隨著技術的發展,RFID逐漸 開始被應用到離散制造行業中。RFID在離散制造業中的應用將改變離散制造企業的生產經營方式。
2.1 RFID數據采集單元
一個RFID數據采集單元由RFID讀寫器侗定或移動)、天線(內置或外置)、RFID標簽三部份組成 。RFID標簽具有體積小、容量大、壽命長、可重復使用等特點,可支持快速讀寫、非可視識別、移動識別、多目標識別及路徑跟蹤等。
2.2 RFID集成框架
RFID集成框架包括三個部分:RFID識別單元、RFID邊緣服務器和集成服務器。如圖1所示。

圖1 RFID集成框架
(2)RFID邊緣服務器。它和RFID識別設備相連,對傳人的RFID事件進行聚合、監視、解釋、篩選和存儲。如果事件達到系統管理員指定為臨界點的閾值點,預期的收件人將收到實時警報。
(3)集成服務器。它接受邊緣服務器傳來的信息。并對信息進行業務邏輯加工,以便與管理信息系統進行業務邏輯集成。此類系統包括供應鏈管理(SCM)、客戶關系管理(CRM)和企業資源規劃(ERP)等。
對于RFID采集的數據量不是太大或者業務邏輯不太復雜的應用,RFID邊緣服務器和集成服務器具有良好的可伸縮性。
3 拉式生產
拉式生產是JIT(Just In—Time,準時制)生產方式,JIT是在日本豐田汽車公司生產方式基礎上發展起來的一種管理模式,主要用于重復式生產。JIT的哲理為:“僅僅在需要的時刻,按照需要的數量,生產真正需要的合格產品”,從而控制庫存,甚至追求企業內部達到“零庫存”的理想境界,其核心思想是消除無效作業和浪費。看板作業和反沖是拉式生產的兩個關鍵環節。
3.1 看板作業
看板作業如圖2所示。
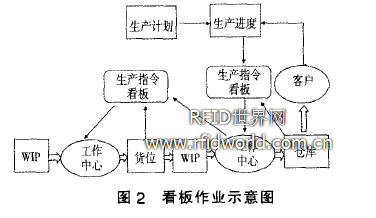
圖2 看板作業示意圖
3.2 反沖
短周期和小批量是提高響應市場變動靈活性的有效方式,但小批量可能會增加事務處理的工作量。反沖是一種事后扣減登陸的方法,可以減少物料發放和接受事務。它根據實際消耗量(完成和報廢的零部件和成品),及單層物料結構沖銷庫存記錄中相關物料的庫存量,更新庫存現有量,同時計算成本。根據監控要求可以在用戶定義的任意兩點問設置反沖點進行反沖。采用反沖的條件是準確無誤的單層物料單和替代記錄以及反饋和執行信息(完成數量和廢品數量)。
3.3 當前實現拉式生產面臨的主要問題
(1)難以突破重復生產的限制,支持小批量、多品種生產。
(2)缺少準確確定加工提前期的方法和數據,難以協調生產工序問進度。
(3)質量問題無法跟蹤,高不良率導致無法實現反沖。
(4)各個工作中心將交接的單據和手續非常復雜,影響生產效率。
(5)瓶頸工序難以確認,問題難以解決。
4 基于RFID的拉式生產系統
4.1 基于RFID的拉式生產系統體系結構
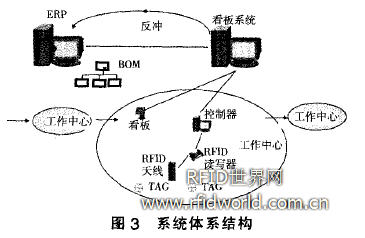
圖3 系統體系結構
4.2 與BOM 集成
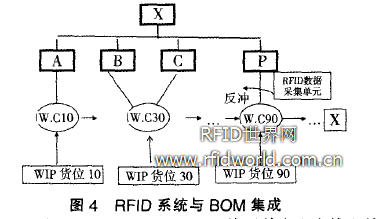
圖4 RFID系統與BOM 集成
(1)快速組織新產品生產。根據不同的加工物料和加工工藝快速組織新的生產。這種方法在一定程度上緩解了拉式生產僅適用于重復生產的限制,使拉式生產線可以適應小批量、相近品種的變化。
(2)物料反沖。通過工作中心的產品和貨位的貨物信息實現物料管理的反沖。反沖的使用使得產品成本的核算精確,并且減少了物料發放和接受事務,提高了生產效率。在完成反沖工序后,工序拉式物料即被發放至重復性計劃。這些物料是從分配給該物料的供應子庫存中拉出的。
(3)生產線管理的可視化。生產線可視化的目標是使企業管理層能夠實時地發現在制品生產和生產線運轉狀態I21。通過安裝在工作中心的RFID信息采集器,可以實時采集到各個工作中心的生產情況。并反饋到看板系統,管理人員可通過看板管理系統實時監控和管理。
(4)工作中心生產節拍協調。通過不同工作中心間配合數據,協調各個工作中心的工作節奏。生產線上的生產節拍受瓶頸工序的制約,物料的流速超過瓶頸工序后,在瓶頸工序的前端就會出現多余的庫存。拉式生產要求如果生產線上出現故障,則全線停車,以防止生產過量庫存,同時徹底清查故障,并排除故障根源。根據實際情況,我們建議為保證瓶頸工序能力的充分發揮,在瓶頸工序前可以設置緩沖量,以保證在上游工序出現問題時,有足夠儲備使瓶頸工序不致停工。同時應想方設法壓縮瓶頸工序的加工提前期。可以使用企業生產診斷器在工作中心內部進行診斷。
4.3 企業生產診斷器
為縮短交貨期,必須縮短加工提前期,瓶頸工序的提前期是必須重點壓縮的部分。瓶頸工序提前期中哪些部分是可以壓縮的,哪些是難以壓縮的,要進一步劃分加工提前期,再深入分析。加工提前期可以分解為五種作業時間,即:排隊、準備、加工(質檢)、等待和傳送時間。其中只有加工為增值作業,如果要想縮短加工提前期,應當分析壓縮其他四種作業時間。可在工作中心內部設置的基于RFID的企業診斷器(如圖5),進行五種時間的分析,將RFID數據采集單元集成到工作中心,在質檢環節通過手持RFID設備寫入相關信息。通過企業生產診斷器可以有效減少拉式生產中的非增值作業時間。同時通過質檢環節的RFID信息記錄,能有效降低拉式生產中的不良率。
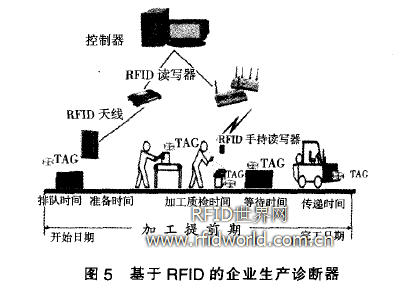
圖5 基于RFID的企業生產診斷器
拉式生產離不開先進高效的信息采集手段,基于RFID的拉式生產系統可以實時采集生產現場的信息,并通過和ERP系統中BOM集成拓展了拉式生產的應用范圍。隨著RFID技術的不斷成熟以及RFID應用成本的下降,本方案將有很好的應用前景。













